Explore our industrial manufacturing solutions optimized for precision joint integrity and high automation standards.
In-depth engineering analysis of steel strip joining mechanics, global standards compliance, and next-generation metallurgy.
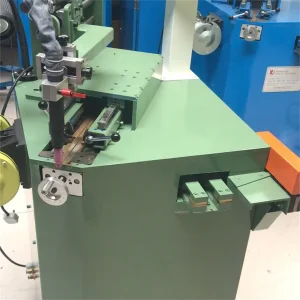
In high-capacity flux cored welding wire (FCW) manufacturing, the continuity of the production line is a key driver of yield and efficiency. The steel strip forming process transforms flat steel strip into a tubular wire envelope containing flux powders. To maintain an uninterrupted workflow, individual steel strip coils must be butt welded seamlessly. A Butt Seam Welding Machine ensures that the leading and trailing ends of consecutive steel coils are joined with minimal thickness deviation, zero slag inclusions, and high tensile strength to withstand subsequent drawing reduction processes.
Traditional overlap welding methods introduce variable profile heights that can cause tool wear, wire breakage in drawing dies, and uneven flux powder packing density. Precision butt seam welding utilizes sophisticated clamping and precise TIG/Laser/Plasma fusion technologies to ensure the weld zone has a profile identical to the parent metal, eliminating mechanical shocks downstream.
Under the European Union Machinery Directive 2006/42/EC, Low Voltage Directive 2014/35/EU, and Electromagnetic Compatibility (EMC) Directive 2014/30/EU, equipment operating in high-voltage industrial setups must meet strict functional safety criteria. CE certification ensures that the butt seam welding equipment utilizes robust safety interlocks, precise current fluctuation filters, and shielded high-frequency components that protect operators and nearby precision CNC drawing equipment from electrical or magnetic noise.
Purchasing agents and plant managers from Germany, USA, Japan, and other highly automated regions look for key operational metrics when selecting a flux cored wire butt welding machine factory. These metrics focus directly on minimizing downtime and maximizing throughput:
| Feature Parameter | High-Precision Butt Seam Welder | Standard Overlap Welder | Operational Impact on FCW Lines |
|---|---|---|---|
| Thickness Variance at Join | ≤ 0.05 mm (no profile dressing needed) | Up to 1.20 mm (requires grinding) | Reduces drawing die stress, prevents wire breaks. |
| Tensile Strength Ratio | 92% – 98% of parent metal | 65% – 80% | Allows continuous high-speed drawing up to 30 m/s. |
| Cycle Integration | Pneumatic clamping + automatic shear | Manual guide clamping | Saves 4 minutes per coil changeover. |
| Compliance Level | CE Certified (Machinery Directive compliant) | Basic industrial standards | Mandatory for safe integration in EU and North American factories. |
As industrial automation shifts toward smart manufacturing, Chinese manufacturing facilities like Beijing Orient Pengsheng Tech. Co., Ltd. have introduced European technical standards to locally-developed platforms. This hybrid approach offers several clear advantages:
Combining 20+ years of industrial expertise with European technical engineering concepts.
Founded in 2011, Beijing Orient Pengsheng Tech. Co., Ltd. brings over 20 years of hands-on experience to the engineering and manufacturing of flux cored welding wire production equipment. Partnering with leading European technical designers, we have developed a proprietary line of high-speed manufacturing machinery and automation systems.
We are committed to supplying global clients with high-productivity machinery that meets international CE requirements. Our technology helps wire manufacturers produce high-fill-ratio, micro-cleaned FCW lines that comply with strict AWS standards.
Complete Lines Delivered
Countries Exported To
Years Technical Experience
CE Compliance Potential
We use advanced manufacturing systems. Key processing machinery and controls are sourced directly from European partners to ensure high reliability.
We have successfully installed hundreds of production lines and stand-alone systems worldwide, providing reliable operation in diverse industrial environments.
Our technicians have deep industry backgrounds. We provide full project support, including pre-sales consulting, on-site commissioning, operator training, and after-sales service.
We continuously update our machines based on customer feedback and adapt our equipment to meet specific floor layouts, strip materials, and power requirements.
Explore the auxiliary and primary systems that build high-quality flux cored welding wires.
Accurately slits wide hot/cold rolled coils into exact, narrow-width steel strips. These strips serve as the outer shell of the flux cored wire.
Removes residual oils, rust inhibitors, and particulate dust from the strip surface. This process prevents hydrogen contamination and ensures a clean finished weld deposit.
Roll-forms the steel strip into a U-shape while accurately dispensing the mixed chemical flux powder, before closing the seam via overlap or butt-joints.
Gradually reduces the wire's outer diameter down to target dimensions using sequential reduction passes. This step also compacts the inner flux powder to ensure uniform combustion.
Winds the finished wire onto standard plastic or wire basket spools with precise pitch control, ensuring snag-free wire feeding during automated welding operations.
Packs the wire directly into industrial bulk drums or pails, providing moisture-resistant storage and transport options for high-volume robotic applications.
Common questions from engineering departments and global purchasing managers regarding butt seam technology and machinery operations.
Our machine pricing varies depending on strip dimensions, material types (such as low carbon or stainless steel), and the level of system automation required (such as manual or fully automated pneumatic shear-and-weld). After assessing your production requirements, we will provide a comprehensive engineering proposal and official quotation.
Yes. We supply comprehensive documentation package with every shipment. This includes EC Declarations of Conformity (CE Markings), structural layouts, electrical schematics, user operation manuals, certificate of origin, and transport insurance documentation required for customs clearance in Europe and the Americas.
We typically accept a 30% deposit in advance via Telegraphic Transfer (T/T), with the remaining 70% balance paid by irrevocable Letter of Credit (L/C) at sight or T/T against the copy of the Bill of Lading (B/L). Alternate payment arrangements can be reviewed by our finance department during contract negotiations.
We provide a 12-month mechanical warranty from the date of installation and system commissioning. This warranty covers manufacturing defects under normal operating conditions. It does not cover consumable parts (such as welding electrodes, shearing blades, and drawing dies) or damage caused by operator error. Once the warranty period expires, we continue to provide technical troubleshooting support and replacement parts at cost.
The standard lead time for stand-alone auxiliary equipment (such as strip welders or mixing units) ranges from 2 to 3 months. For custom, multi-stage production lines, lead times are typically 4 to 6 months to allow for assembly, testing, and final quality control checks prior to export packaging.
Complete your production line setup with high-precision downstream and finishing equipment.