Explore our foundational machinery designed to process steel strips, prepare chemical powder mixes, draw, and spool premium welding consumables.
A global leader in high-performance machinery for flux-cored welding wire production.
Established in 2011, Beijing Orient Pengsheng Tech Co., Ltd. has developed over 20 years of technical expertise in flux-cored welding wire (FCW) manufacturing technologies. Collaborating closely with European design engineers, we combine Western engineering principles with agile manufacturing capabilities. This synergy enables us to supply production machinery with low lifecycle costs and reliable, high-yield operation.
Rather than supplying generic wire-drawing systems, we focus on engineering specific lines for demanding metallurgical applications. This includes specialized hardfacing (harsh wear, impact, and thermal overlay) welding consumables, structural steel flux-cored wires, and high-purity solid wires. Every line is custom-configured to matches local voltage systems, safety guidelines, and material standards.
An end-to-end breakdown of how cold-rolled steel strips and alloying powder mixtures are transformed into high-precision hardfacing wire.
Our slitting machine splits raw wide steel strips into high-tolerance, narrow bands. These bands pass through an ultrasonic type cleaning machine to remove rust, oils, and particulate contaminants, ensuring high powder adhesion and clean chemistry.
Alloying elements like chromium, manganese, carbon, and silicon are processed inside our flux powder mixing machine. Precise batching and uniform distribution of alloying components prevent concentration gradients in the finished hardfacing wire.
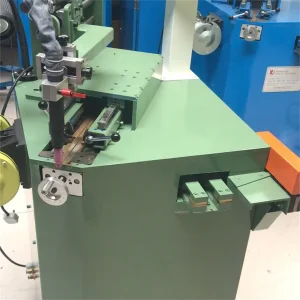
Using our precision steel strip forming machine, the strip is shaped into a U-groove. Alloying powder is fed continuously into the groove. Rollers then close the seam to produce an overlap or butt joint, enclosing the flux core securely.
The filled wire undergoes reduction via a series of dry drawing dies or rolling cassettes. This straight-line drawing process gradually decreases the wire diameter to its final target gauge, while compressing the internal alloy powders.
Drawn wire is cleaned to remove drawing lubricants and residual oxides. Precise surface prep is critical for hardfacing wires to minimize slag generation, spatter, and feed resistance during high-amperage overlay operations.
The wire is wound onto wire spools using our high-precision layer rewinding machine, or packaged into drums with a drum packaging machine. This ensures tangle-free feeding during automated robotic hardfacing.
How we are engineering the next generation of hardfacing and flux-cored wire production systems.
Hardfacing consumables are increasingly utilized in automated, high-deposition-rate welding environments. This shift places stringent quality demands on manufacturers. To prevent wire feeding issues, mechanical cracking, and alloy composition drift, production equipment must achieve sub-micron dimensional tolerances and uniform powder fill distribution. Beijing Orient Pengsheng Tech Co., Ltd. is continuously developing new processes to optimize these performance attributes:
Traditional flux-cored wire lines verify filling ratios via batch testing, which can overlook localized variation in powder distribution. Our next-generation design features continuous electromagnetic or X-ray density sensors integrated directly into the forming station. This enables the control system to dynamically adjust the vibratory powder feeder speed in response to steel strip variations. This ensures a consistent powder fill ratio (typically +/- 0.5% tolerance) across the entire coil length, providing highly stable arc characteristics and deposit chemistries.
Drawing wire through conventional dies imposes high shear stress, which can lead to work-hardening and seam separation on hardfacing wires. We have introduced micro-rolling cassettes into our straight-type drawing lines. These cassettes apply compressive forces, reducing the coefficient of friction and mechanical strain. By utilizing rolling cassettes, manufacturers can run higher reduction ratios per pass, lower energy consumption, and reduce lubricants, yielding a cleaner, more weld-ready finished product.
Robotic welding cells require highly consistent feed characteristics. Minor overlapping or wire tangles on the spool can halt robotic operation. Our newer spooling systems integrate laser line sensors to inspect and map the layer profile during rewinding. The traverse pitch is adjusted dynamically in real time to correct for slight spool flange variations. This maintains a precise lay pattern, eliminating wire cross-overs and feeding issues.
Engineered hardware setups tailored for specific high-wear industrial applications.

Formulated for manufacturing chromium-carbide rich overlay wires. These wires are used for rebuilding vertical roller mill (VRM) rolls and tables, classifier cones, and conveyor chutes subjected to high-stress abrasion.

Optimized for processing impact-resistant martensitic and austenitic manganese steel alloys. Designed to rebuild dragline buckets, shovel teeth, and rock crushers subjected to severe impact forces.

Engineered for high-alloy martensitic steel chemistries containing nickel, cobalt, and molybdenum. These wires are applied to roll surfaces to resist thermal fatigue, oxidation, and metal-to-metal wear.
Combining European engineering principles with the manufacturing scale and efficiency of China's industrial ecosystem.
Beijing Orient Pengsheng Tech Co., Ltd. operates a modern production facility in China, structured to combine high-performance design with competitive production costs. By sourcing critical components, such as control systems, bearings, and heavy structural frames, through our integrated supply chain, we deliver reliable production lines with favorable ROI. Key elements of our manufacturing approach include:
Our machinery structures are fabricated, machined, and assembled at our facility in Beijing. For critical process parts, we integrate imported European and premium Japanese components. For example, our high-speed drawing shafts and forming rollers are constructed from vacuum-degassed tool steels, heat-treated to 60-62 HRC, and precision ground to ensure minimal run-out. Electrical enclosures utilize components from global brands like Siemens and Schneider. This design approach combines the cost efficiencies of Chinese production with the quality and support of global standard components.
Before shipment, every flux-cored welding wire production line is fully assembled in our factory and tested under simulated load conditions. We run test coils of the customer’s specified steel strips and flux powder formulations to verify all technical parameters. These include slitting edge tolerances, ultrasonic wash residues, powder filling consistency, die reduction draws, and layer winding performance. This comprehensive testing minimizes on-site installation and commissioning time for the end user.
Ensuring global equipment compatibility through comprehensive documentation and direct technical support.
Commissioning an overseas production line requires compliance with local safety standards and grid requirements. Beijing Orient Pengsheng Tech Co., Ltd. builds machinery to satisfy the safety and technical regulations of both Western Europe and North America. This support covers several key operational areas:
Every system exported to European markets complies with CE directives, including the Machinery Directive 2006/42/EC, Low Voltage Directive 2014/35/EU, and Electromagnetic Compatibility (EMC) Directive 2014/30/EU. Machine structures feature dual-channel safety relays, interlocking physical enclosures, accessible E-stop circuits, and enclosed transmission systems. Mechanical guards are engineered to protect operators during high-speed drawing and rewinding cycles.
We build our control cabinets to match local industrial power grids, including 380V/50Hz, 415V/50Hz, 460V/60Hz, and 480V/60Hz configurations. PLCs are programmed with multi-language HMI interfaces (English, German, French, Spanish, Russian, etc.), enabling intuitive local operation. Technical drawings, hydraulic schematics, and operations manuals are provided in English to simplify local maintenance.
Important engineering and utility factors for buyers to consider when planning a new production line.
Common questions and technical details regarding procurement, installation, and machine operation.
Complete your production setup with auxiliary systems for strip slitting, powder cleaning, welding, and packaging.